Mit dem perfekten Maß zur perfekten Qualität
Von der Konstruktion bis zur Fertigung ist das perfekte Maß der Garant für erstklassige Qualität. Unsere 3D-Messungen mit stationären Systemen, sorgen durch den direkten Abgleich mit gängigen CAD-Daten sowie Ihren konkreten Vorgaben und Zeichnungen für optimierte Produktionsprozesse in Ihrem Betrieb.
Je nach Aufgabenstellung kommen dabei, abgestimmt auf Beschaffenheit und Größe des zu vermessenden Objektes, verschiedene taktile und optische Koordinatenmessgeräte (KMG) zum Einsatz. Auch eine Kombination der Messverfahren ist problemlos möglich.
Unsere Koordinatenmessgeräte ermöglichen es uns, selbst kleinste Toleranzen einzuhalten und sorgen bei immer gleichbleibenden klimatischen Bedingungen für eine extrem hohe Wiederholgenauigkeit.
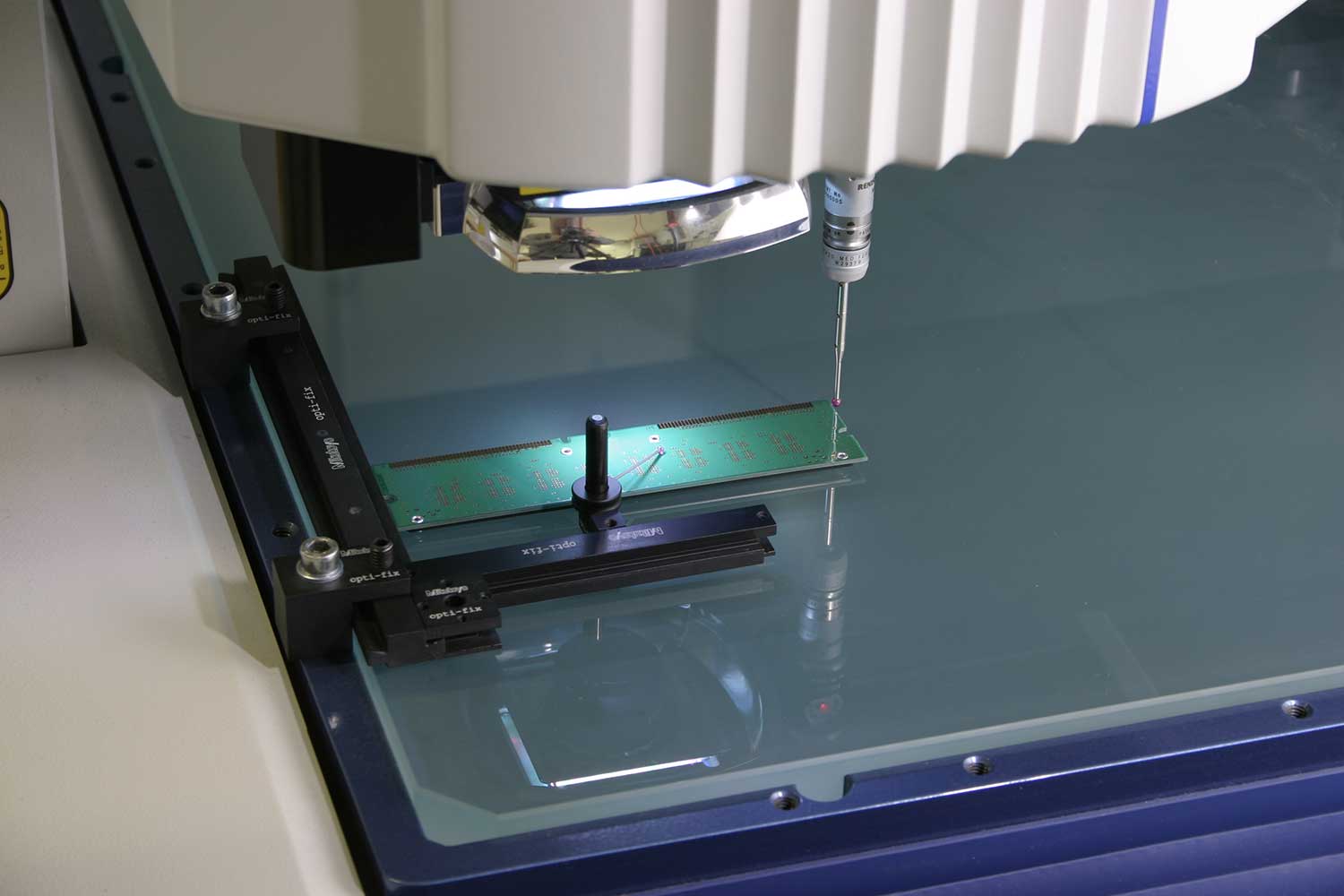
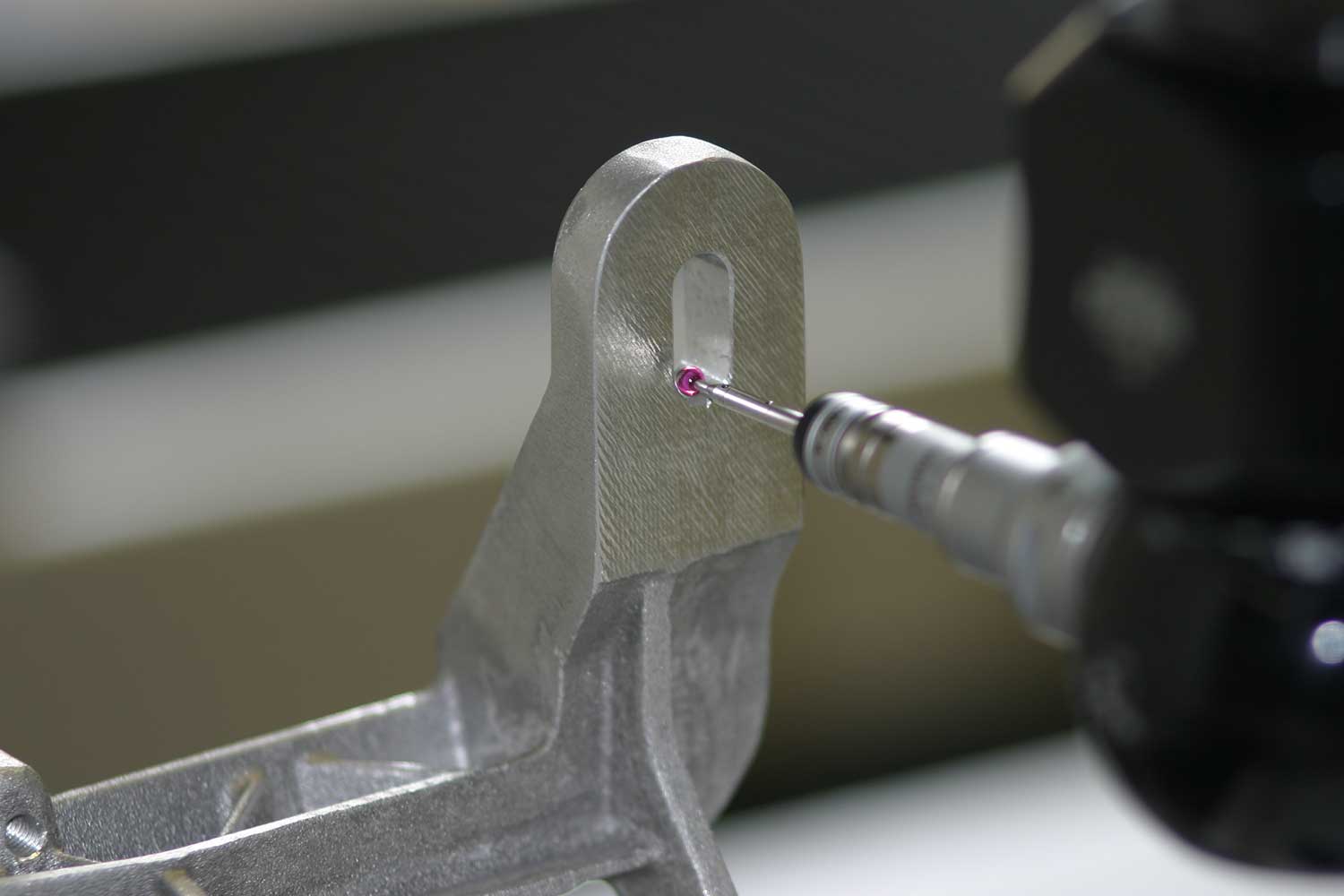
Taktile KMG
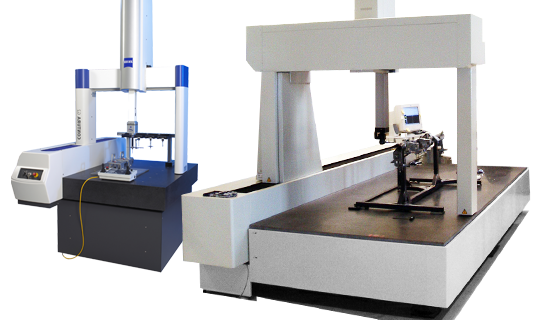
Taktile Koordinatenmessgeräte in Portalbauweise
(verschiedene)
| Hersteller: | Mitutoyo |
| Max. Messbereich: | 1200×3000 mm |
| Genauigkeit: | bis zu 1,9 μm (ELO, MPE) |
| Kalibrierung: | Normenkonforme Kalibrierung nach VDI 2617 mit DAkkS-Zertifikat |
| Besonderheiten: | spezielles Messtastersystem (SP25) für taktiles Scannen |
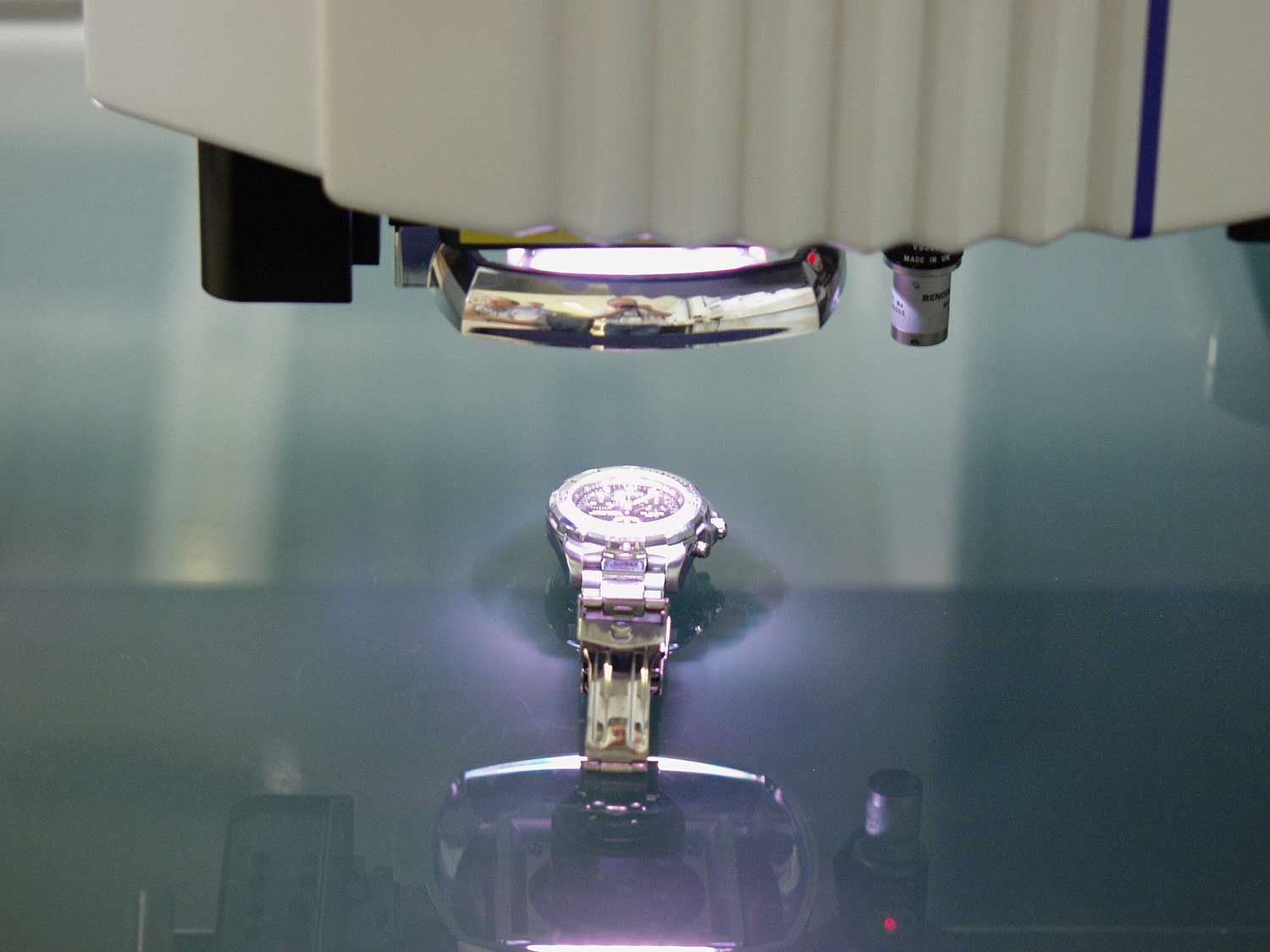
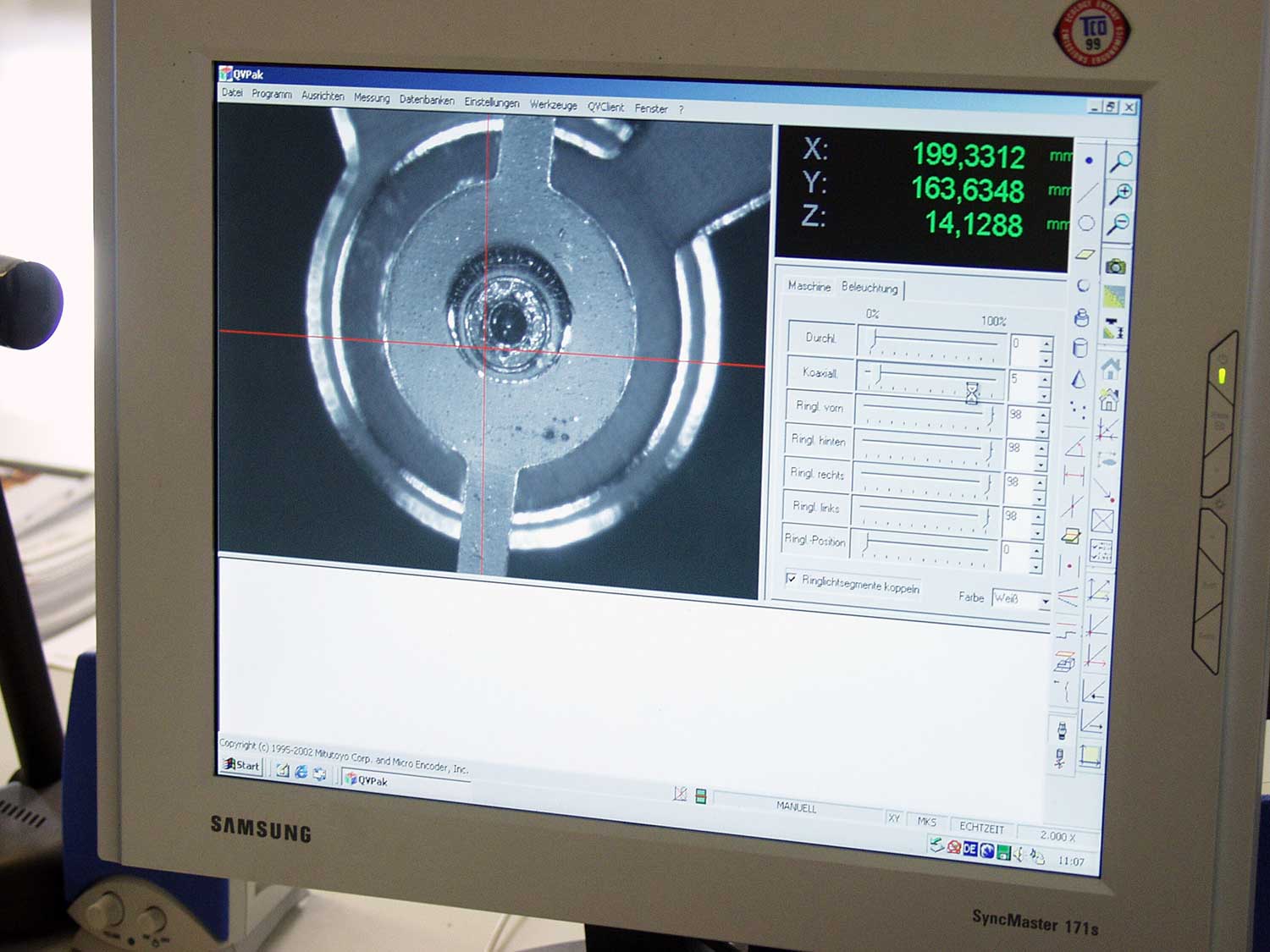
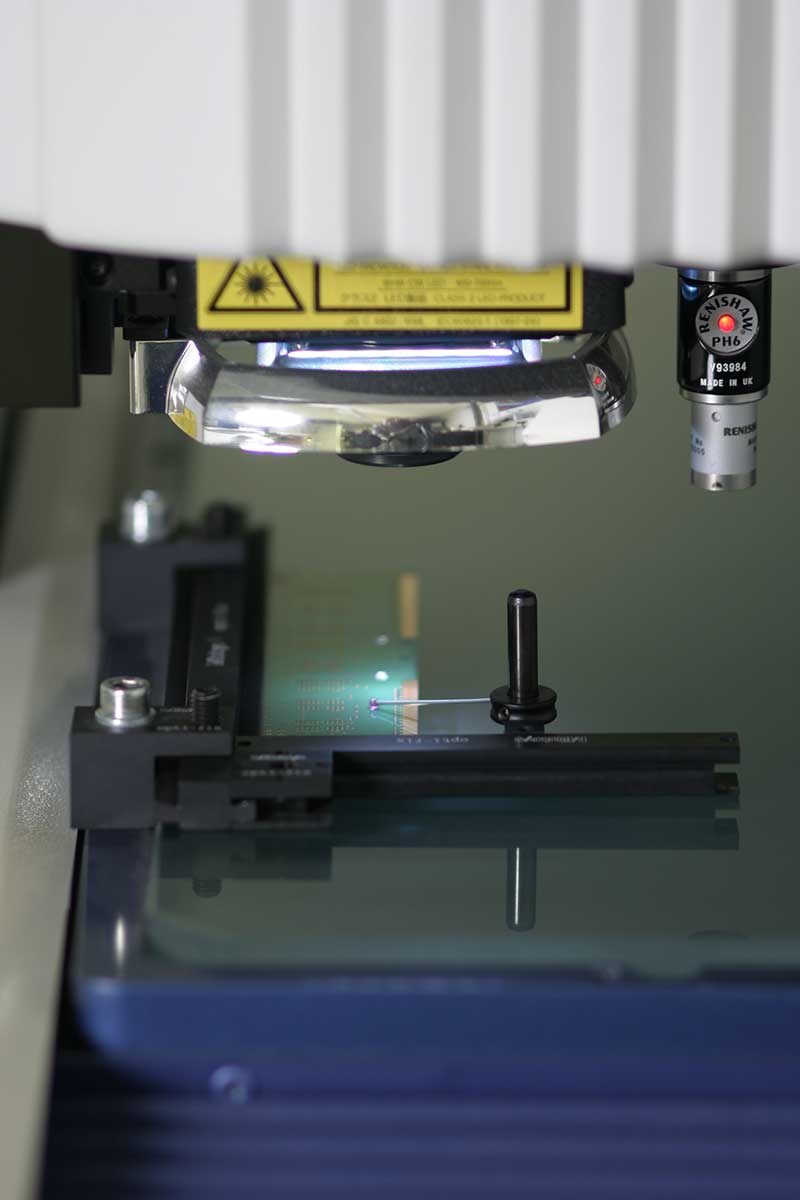
Optische KMG

Optische Koordinatenmessgeräte
| Hersteller: | Mitutoyo |
| Max. Messbereich: | 400 x 400x 250 mm |
| Genauigkeit: | 2,2 μm (E1X(Y), MPE) |
| Besonderheiten: | eignen sich besonders für z.B. schwer erkennbare Bauteilkanten bzw. Oberflächen oder dynamische Kleinteile |
Konturenmessgerät

Konturenmessgeräte
| Hersteller: | Mitutoyo |
| Max. Messbereich: | x-Achse 100 mm z1-Achse 50 mm |
| Auflösung: | 0,05 μm |
| Besonderheiten: | halbautomatisch, hochgenau |
Rauheitsmessgerät

Rauheitsmessgeräte
| Hersteller: | Mitutoyo |
| Max. Messbereich: | 100 mm |
| Genauigkeit: | bis zu 1,9 μm (ELO, MPE) |
| Besonderheiten: | Prüfung von Primärprofil, Rauheit und Welligkeit |
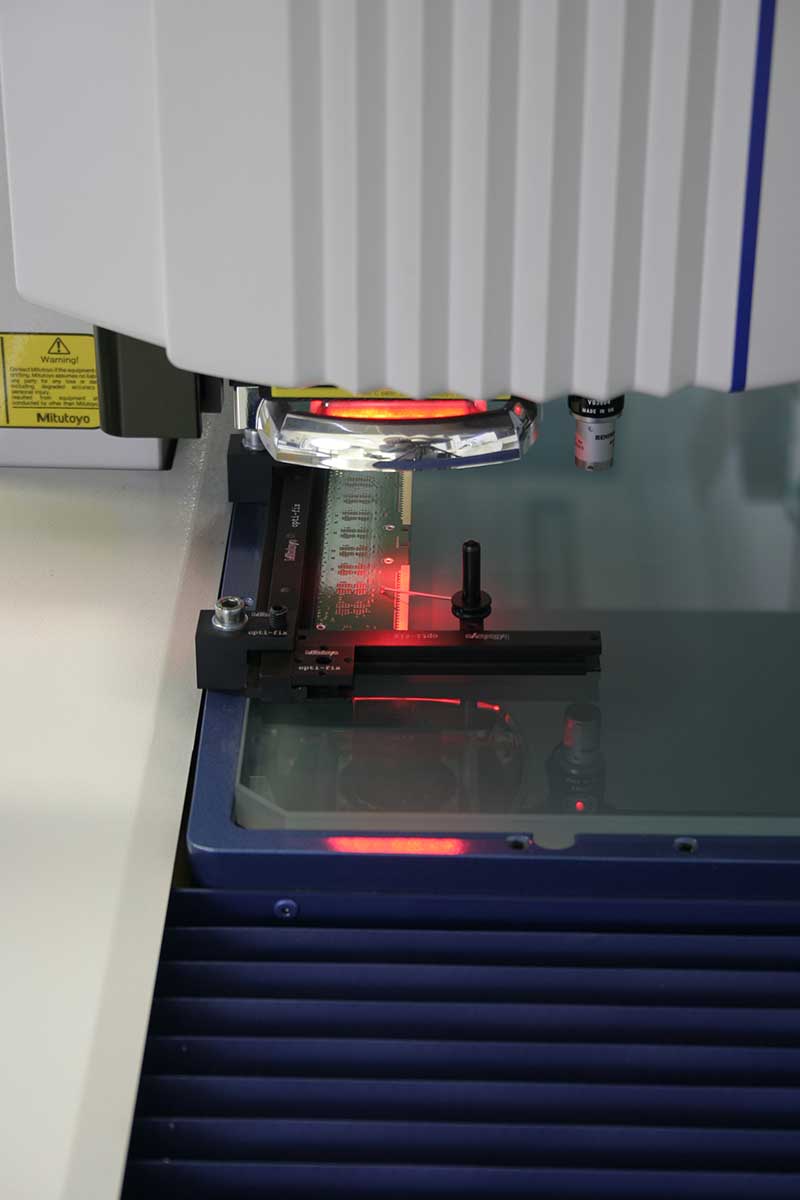
Lasermessgeräte

Lasermessgeräte (verschiedene)
| Hersteller: | FARO |
| Max. Messbereich: | Vol. bis zu 3,7 m (Mess- oder Scanarm) Radius 40 m (Lasertracker) |
| Genauigkeit: | vol. max. Abweichung ±0.018 mm |
| Besonderheiten: | Berührungslose Messung auch auf größere Distanz. Erfassung als hochauflösende, detaillierte 3D-Punktewolke, die selbst komplexe und reflektierende Oberflächen mit hoher Genauigkeit und Wiederholbarkeit abbildet. Siehe hierzu auch mobile Messgeräte |
Teilprogrammerstellung

Ganz nach Ihren Wünschen und Vorgaben erstellen wir zudem auch Erstmusterprüfberichte (EMPB) nach VDA, individuelle Messprotokolle Fehlfarbenvergleiche und vieles mehr.
Sie verfügen über eigene Koordinatenmessgeräte und benötigen lediglich das Messprogramm / Teileprogramm? Auch das ist kein Problem für uns. Egal ob für CNC-gesteuerte KMG oder manuell geführte Systeme übernehmen wir in COSMOS oder PolyWorks die Programmierung für Sie.
Sprechen Sie uns an!
Anwendungsbeispiele